欢迎访问东营市蓝天塑胶有限公司官方网站!
收藏本站
联系我们
胜利油田防腐材料供应商
中石化入网企业合格供应商
中石油入围企业合格供应商
咨询热线
15288887177
网站首页
关于我们
防腐冷缠系列
防腐热缩系列
各类防腐涂料
技术实力
厂房厂貌
新闻动态
联系我们
防腐热缩系列
热缩套
双组份无溶剂环氧底漆
辐射交联聚乙烯热收缩带
辐射交联聚乙烯热收缩套
3PE专用热收缩带(套)
保温管热收缩套(带)
定向钻穿越专用热收缩带(套)
纤维增强型热收缩带(套)
防水帽
补伤片
补伤棒
热缩带
开口式热收缩套
热缩压敏带
定型防水帽
不定型防水帽
保温管热缩防水帽
电热熔套
电热熔带
辐射交联聚乙烯热收缩带
辐射交联聚乙烯热收缩套
3PE专用热收缩带(套)
免费咨询热线
15288887177
{dede:field name='typename'/}
您的位置:
首页
>>
防腐热缩系列
3PE专用热收缩带(套)
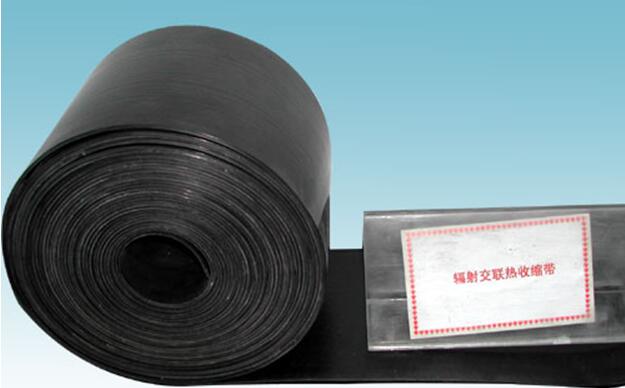
热缩带系列产品是为埋地及架空钢质管道焊口的防腐和保温管道的保温补口而设计的。它是由辐射交联聚烯烃基材和特种密封热熔胶复合而成,特种密封热熔胶与聚烯烃基材、钢管表面及固体环氧涂层可形成良好的粘接。热收缩带在加热安装时,基材在径向收缩的同时,内部复合胶层熔化,紧紧地包覆在补口处,与基材一起在管道外形成了一个牢固的防腐体,具有优异的耐磨损、耐腐蚀、抗冲击及良好的抗紫外线和光老化性能。此外热缩带在行业内称为活套,相对热缩套的叫死套来讲的,除了热缩带主体,还配有胶条和固定片,且热缩带便于规模化生产,施工也方便很多。
特点:
—机械强度高、抗老化能力强。
—耐环境应力性能好。
—粘接性能优异。
—使用方便。
执行标准":SY/T 0413-2002,NACE RP0303-2003
运行温度:80℃
适用外防腐涂层:PE、FBE、PP
钢管预热温度:75℃
推荐除锈等级:Sa 2.5
产品规格:产品可用于DN100-DN1000的所有钢管
基材厚度从1.0-2.0mm,胶层厚度从0.8-2.0mm
技术参数 Technical Data
序号 测试项目Property 测试方法Test Method 检测结果Typical Value
基材
拉伸强度Tensile Strength GB/T1040-92 24N/mm2
断裂伸长率Ultimate Elongation GB/T1040-92 520%
介电强度 GB/1408.1-99 33MV/ m
体积电阻率 Volume Resistivity GB/T1410-89 4.0x10Ω•m
吸水率Water Absorption ASTM D570-2005 0.02
热老化(150℃,21天) GB/T1040-92
拉伸强度 14.6 N/mm2
断裂伸长率% 300%
耐紫外线老化 EN12068
断裂伸长率% 480%
热熔胶
软化点℃ GB/T4507 123℃
热缩套
剥离强度 GB/T2792-98
对底漆钢 N/cm 140N/cm
对PEN/cm 95 N/cm
阴极剥离(60℃,30d,-1.5v)mm SY/T 0413-2002 18 mm
热水浸泡 ASTMD870-2002 在试验条件下没有分层、没有水侵蚀痕迹
热缩带用途
热缩带九十年代中后期开始应用于石油天然气行业长途运输石油、天然气钢管焊口防腐 本世纪初又大量应用于长输石油、天然气钢管焊口防腐,城市燃气管网接缝防腐,供热钢管接缝防腐,自来水管接缝防腐等领域。本段从钢管防腐意义.输油、气钢管的腐蚀现状 输油、输气钢管防腐用热缩套简介,输油、输气钢管防腐用热缩带要求、防腐用热缩带在石油天然气行业的应用前景五个方面讲述了热缩带在钢管防腐中的应用。
热缩带安装方法
1. 补口部位的清理
将原保温PE层用抹布或吹风将表面的污物清理干净,油性污物应用溶剂擦拭以清除干净。
2. 补口部位修整
将补口部位已经进行保温发泡部位的突出部分进行修整,使之与原保温PE层的外径基本相同。
3. 表面预热
预热前,先将补口部位管表面的浮沉彻底除净,并在聚乙烯表面做好定位标志。
采用液化气火焰加热的方式,将补口原保温PE层表面预热至60-70℃,两边作业人员应同步进行烘烤加热作业,保证两边的烘烤温度同步上升,温度一致。
4. 热缩带安装
4.1 安装热缩带
加热热收缩带有搭接线的一端使热熔胶软化,将其安装于一点钟位置,并用一胶条沿基材贴于钢管上,然后将热收缩带沿轴线展开,加热另一端热熔胶使其软化后按搭接线搭接于热收缩带上,用滚轮压平。
将固定片的胶面烤软,迅速将胶面朝下,前后左右均匀搭在接缝处,烘烤内层胶面使其与基材表面粘结牢固,并用滚轮压实。
4.2 收缩及回火
从中间位置沿环向均匀加热,使中间部位先收缩,然后向两侧均匀加热,从管底到管顶逐步加热使热缩带均匀收缩。
待热缩带收缩完整后,对整个热缩带均匀回火,使其表面温度保持在120-140℃之间约3-5分钟,用指压法检查内层热熔胶熔融情况,保证内层胶充分熔化。
4.3 赶气泡
回火完毕后,采用滚轮滚压热缩带表面将气泡赶出,滚压热缩带边缘时应避免将热熔胶过多压出。
4.4 封边胶条安装
整个收缩安装过程完成后,在热缩带防腐层固定片两端各安装一根胶条。
5. 注意事项
5.1 在遇到雨天、雪天、风沙天,或者风力达到5级以上的情况之时,应采取搭棚措施,在作业棚内进行作业,相对湿度大于85%时,应在设计或业主许可的前提下,采取加热除湿措施,防止除锈后钢管表面返锈,避免热缩套表面潮湿,并采取除锈前预热、除锈、钢管及聚乙烯表面预热和热缩套安装等工序连续作业的安装方式。
5.2 在热缩套安装收缩过程中,应注意加热手法,保持微火,均匀加热。
5.3 若环境温度低于-5℃,应酌情延长钢管和聚乙烯表面的预热时间,提高预热温度。
5.4 收缩带安装前,不应将热缩带从包装中取出,以免被沙石划伤或沾灰。
请填写您要咨询的信息
立即提交





 移动端,扫扫更精彩
移动端,扫扫更精彩 